Nonconventional Machining
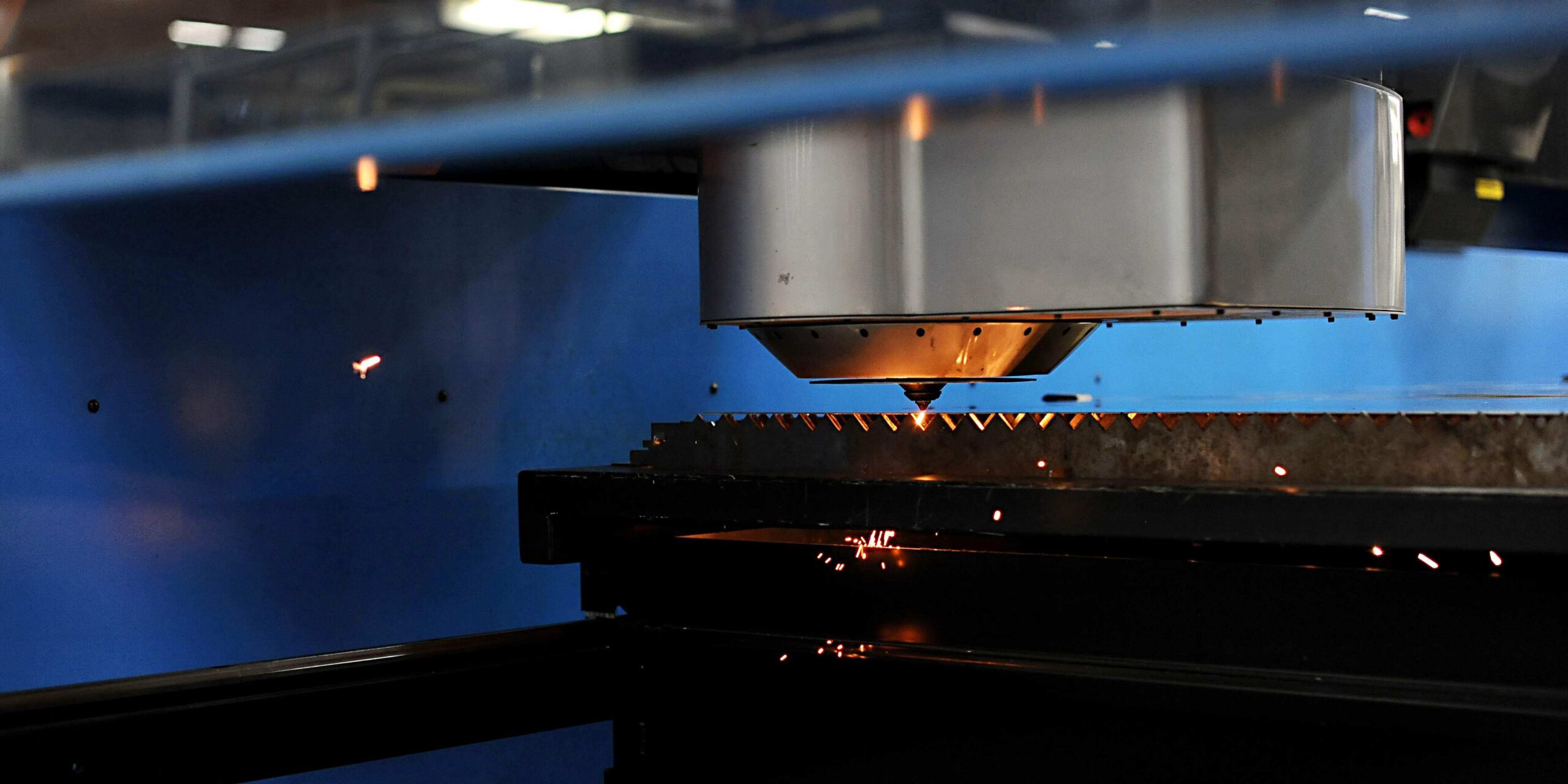
Ace Precision utilizes modern CNC controlled lasers with up to 8-axis of simultaneous motions. Integrated software manages gas flows, power levels, feed rates, rotation, part movement and machine articulation. Capabilities include cutting, hole drilling and welding, while holding close tolerances on turbine engine components made from nickel and cobalt alloys, stainless steel, and aluminum.